
Wenn es auf die Länge ankommt!
Die kontrastreiche Kunststoffbeschriftung und Kunststoffgravur mit dem Laser ist ein komplexes Thema. Wir bei OPTOGON erhalten hierzu viele Anfragen und Muster sehr unterschiedlicher Natur.
- Kann der Kunststoff/Lack mit dem Laser bearbeitet werden?
- Können dunkle Kunststoffe hell markiert werden?
- Können helle Kunststoffe dunkel markiert werden?
- Kann man Kunststoffe mit dem Laser markieren ohne die Oberfläche zu beschädigen?
- Kann der Kunststoff graviert werden?
- Kann der Lack vom Bauteil abgetragen werden ohne das Werkstück selbst zu beschädigen?
Wir können die Fragen grundsätzlich mit einem Ja beantworten. Welche Maschinen-/ Laserkonfiguration hierzu allerdings notwendig ist, müssen wir testen.
Es bedarf viel Erfahrung und einiger Tests um das von Ihnen gewünschte Ergebnis zu erzielen.
Abb. 1 als Beispiel zeigt ein Bauteil aus der Automobilindustrie aus schwarzem Kunststoff (PA, mit speziellen Additiven), das mit zwei verschiedenen Lasern und unterschiedlichen Parametern bearbeitet wurde.
Der zu beschriftende Bereich ist an einer geschützten Stelle, die für herkömmliche Beschriftungsverfahren nicht, oder nur schwer zugänglich ist.
Auf dem linken Bauteil arbeiten wir mit einem „Standard“ Laser (Laser A), das rechte Bauteil wurde mit einem MOPA (Master Oscillator Power Amplifier) Laser bearbeitet, dessen Pulslängen sich variabel im Nanosekundenbereich einstellen lassen (Laser B).
Die Ergebnisse lassen einen deutlichen Unterschied im Kontrast der beiden Lasermarkierungen erkennen.
- Eine Übersicht zu den Kunststoffen die mit dem Laser bearbeitet werden können
- Allgemeine Vorteile des Lasers bei der Bearbeitung von Kunststoffen
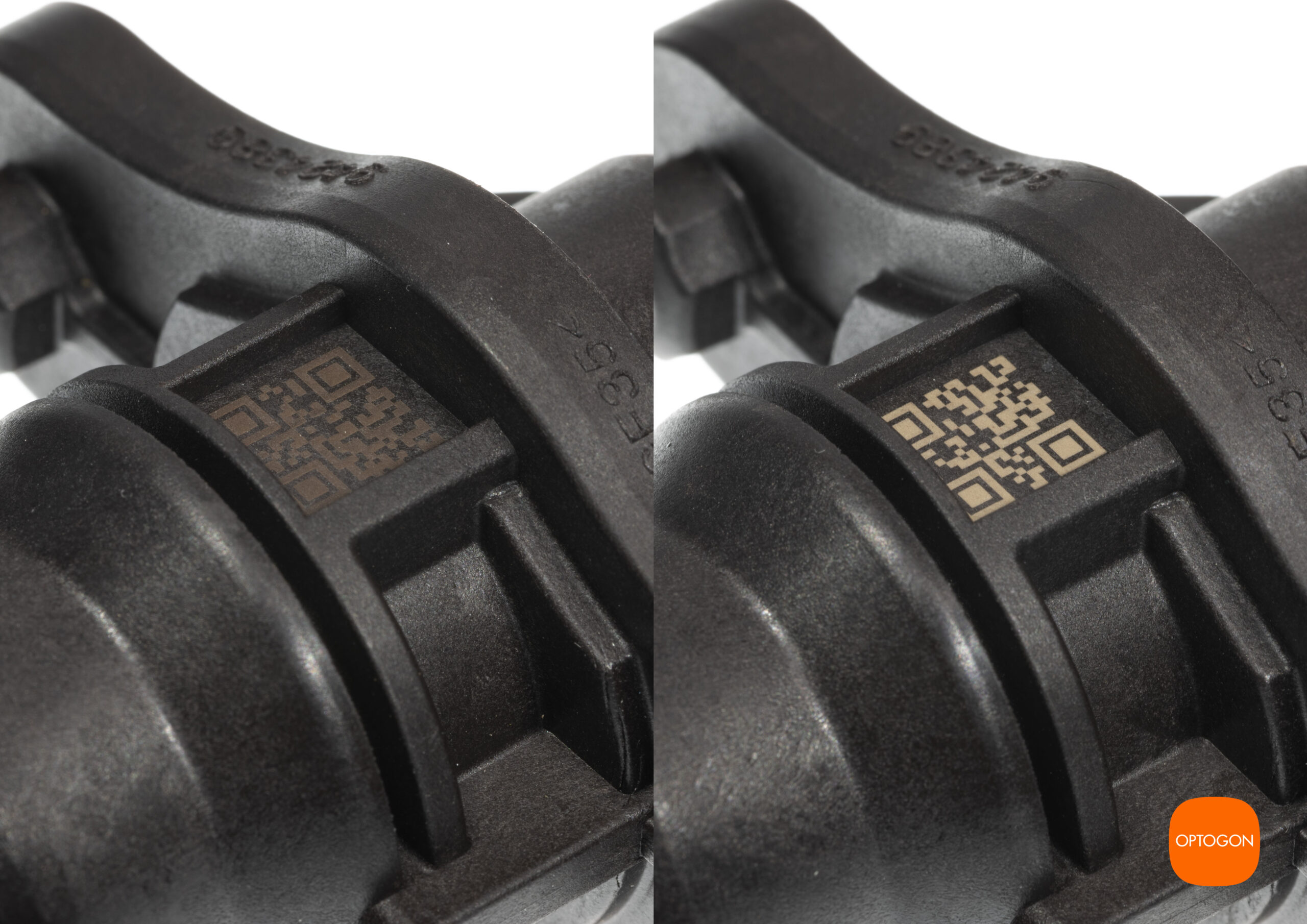
Abb. 1: Deutlicher Unterschied im Kontrast der beiden Lasermarkierungen. Der Laser mit variabel einstellbaren Pulslängen (rechts) mit klaren Vorteilen.
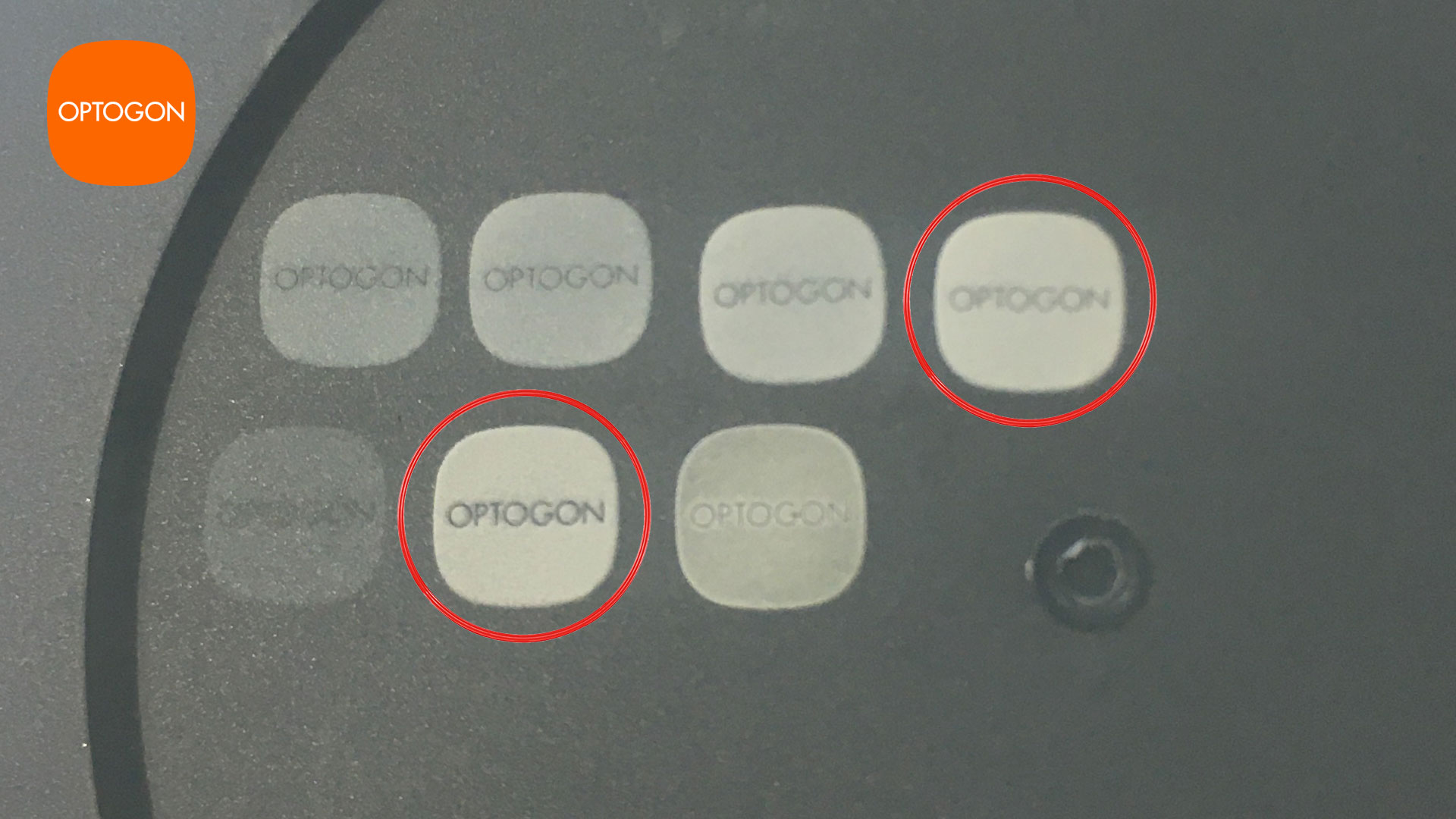
Abb. 2
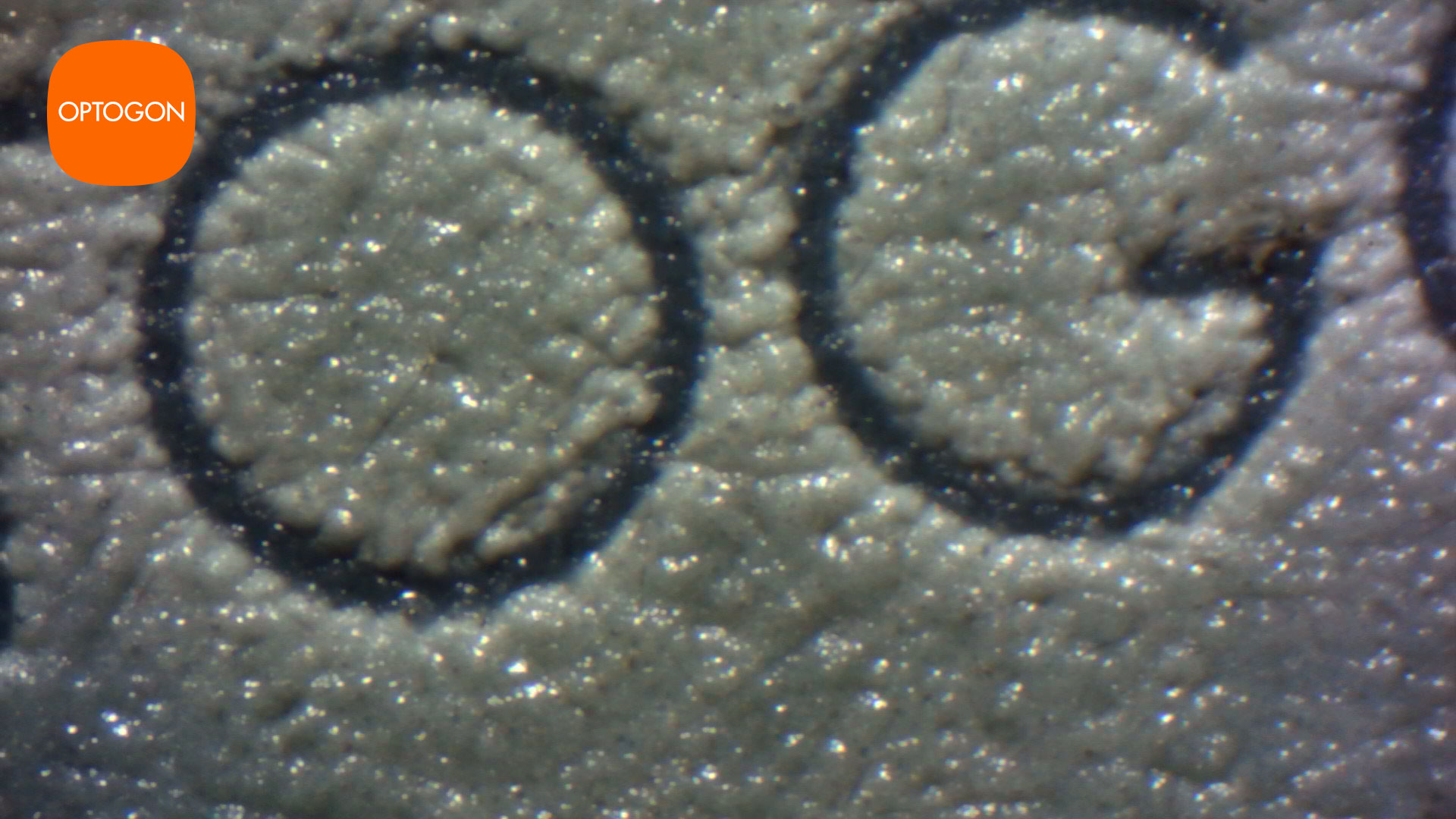
Abb. 3
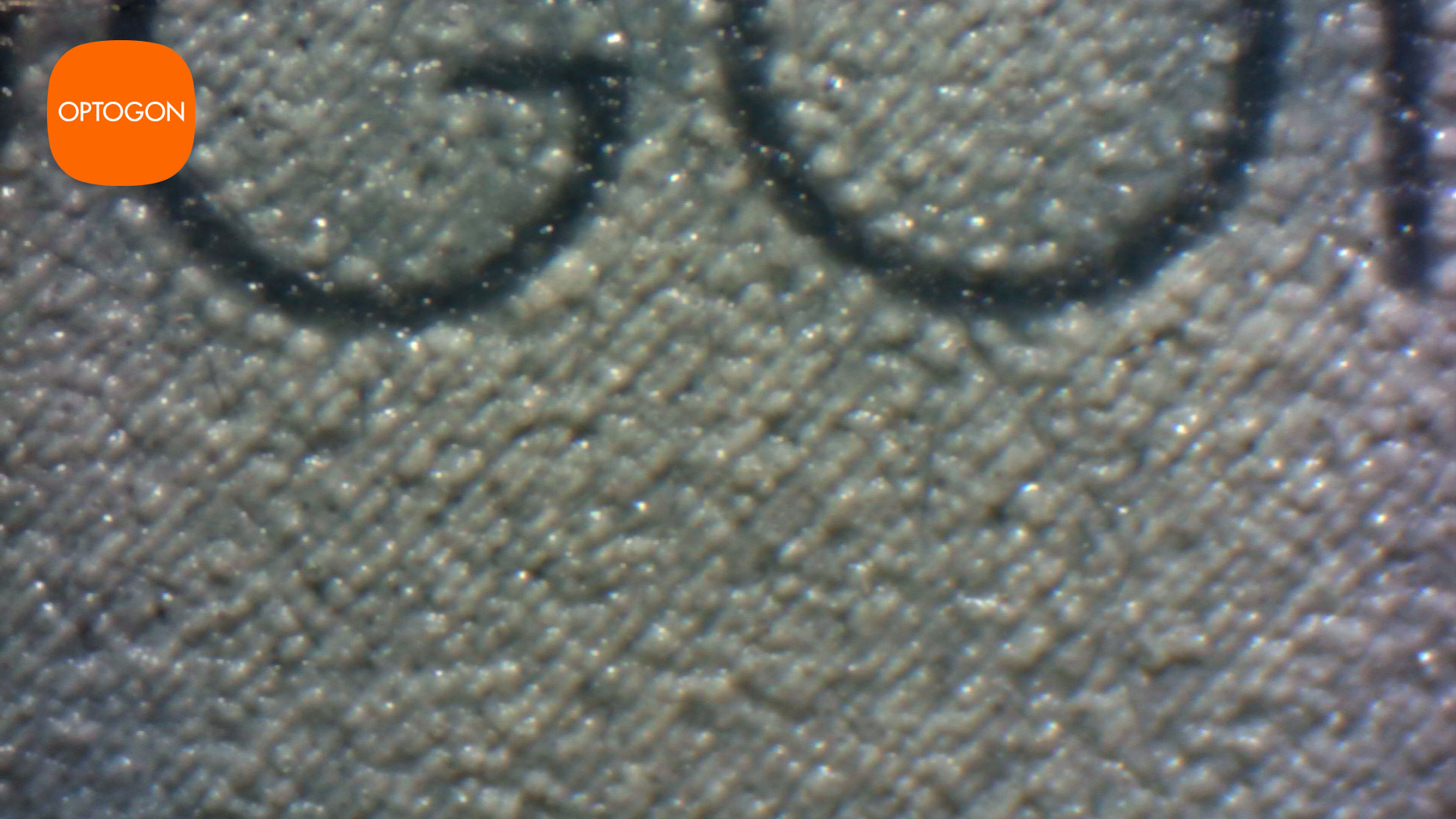
Abb. 4
Von weitem gesehen sind die Farben zwar nahezu identisch, das Prozessfenster bei den variablen Pulslängen von Laser B ist allerdings deutlich größer, und die Nuancenvielfalt ist in dieser Kombination wesentlich höher.
Der Kunststoff schäumt besser und gleichmäßiger auf, die Kanten sind präziser.
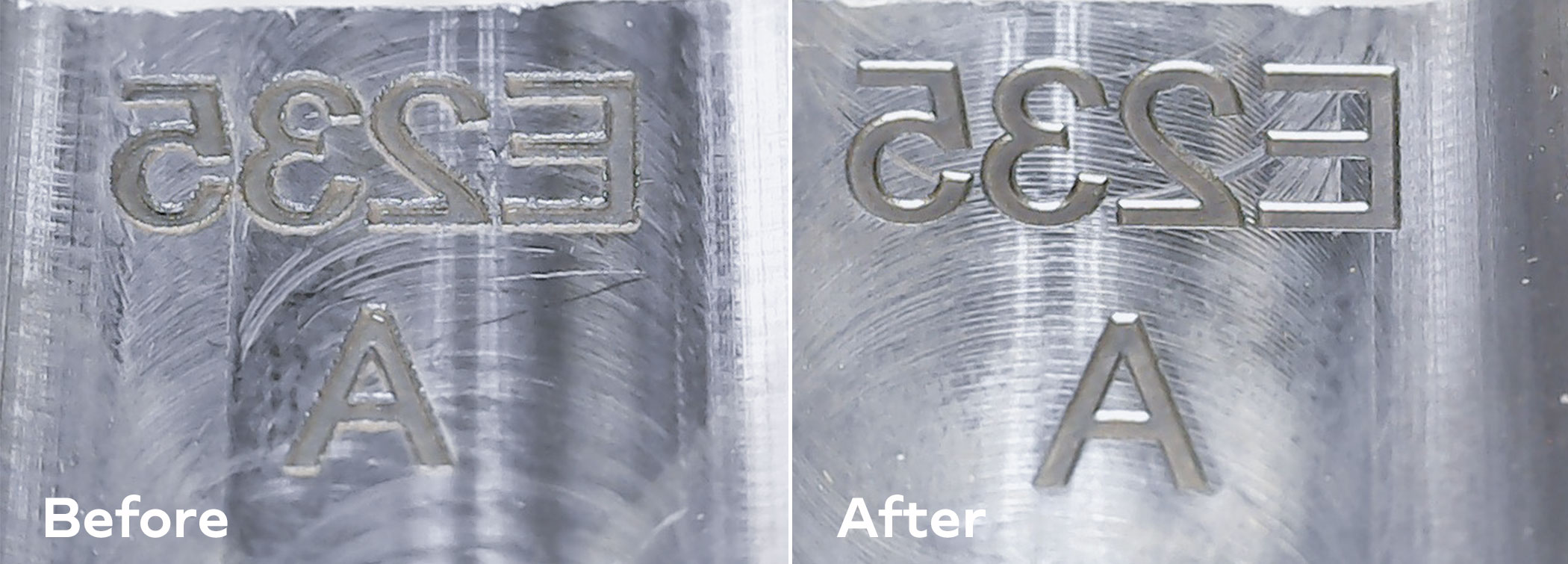
Lackabtrag – µ-genau.
Auch in diesem Beispiel wird deutlich, dass der Laser B mit variablen Pulslängen einen sichtbaren Vorteil gegenüber Laser A herausarbeiten kann.
In Abbildung 5 wird der Lack zwar auch auf die exakte Tiefe abgetragen, jedoch ist die Parametereinstellung an dieser Stelle limitiert. Der Laser hinterlässt einen sichtbaren Hitzeeintrag, und verbrennt den darunter liegenden Kunststoff.
Laser B (Abb. 6) hingegen verfügt durch die Konfiguration der variablen Pulslängen feinere Einstellmöglichkeiten, und liefert das für diesen Fall optimale Ergebnis.

Abb. 5
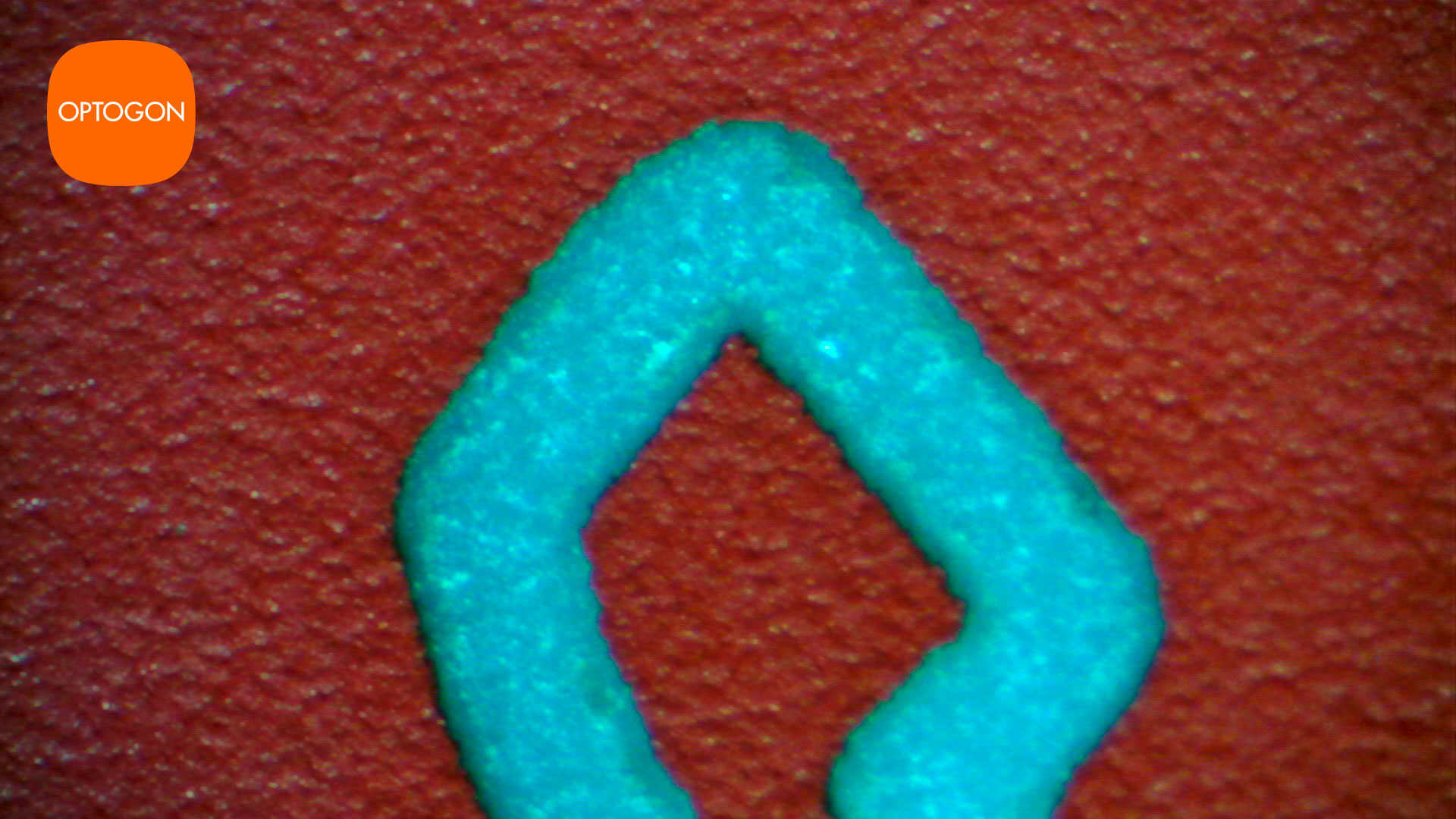
Abb. 6

Abb. 7
Abbildung Abb. 7 zeigt einen Taster im Automobilbau für das Tag-Nachtdesign. Ein Spritzgußteil aus hellem oder durchsichtigem Kunststoff wird lackiert, in diesem Fall mit einem roten, abriebfesten Kunststoff-Softlack.
Die Aufgabe des Lasersystems ist es, den Lack auf dem Bauteil partiell abzutragen, und zwar exakt. Der Taster soll später im Fahrzeug hinterleuchtet werden. Bei Nacht ist im Fahrzeug dann der freigelegte Teil des Tasters zu erkennen.
Für Materialien wie Metalle und Lacke bietet der Laser mit variabel einstellbaren Laser-Pulslängen etliche Vorteile.
Das Prozessfenster bei den variablen Pulslängen ist deutlich größer, was in einer wesentlich höheren Nuancenvielfalt der Ergebnisse resultiert.

Ein weiteres schönes Beispiel einer kontrastreichen Kunststoffbeschriftung mit dem Laser. In diesem Fall handelt es sich um bio-modifizierten Copolyester mit einem 14-prozentigen Anteil erneuerbarer und biobasierter Monomere.
Die Parameter des Laser wurden so gewählt das ein sehr hoher Kontrast entsteht und der Kunststoff leicht aufschäumt.
Das Ergebnis ist nicht nur sichtbar, sondern auch fühlbar!





Join the discussion 5 Comments